偠t���P䓹��W�⌦����ˇ
2017-3-4 8:09:13 �c����
偠t䓹���20G��鳣�ã��京̼���^�ͣ����^�ѵ����Ժ��g�ԣ��������κͺ����������ã������^�V������xȡ�ܵ��⏽��219mm���ں��16mm��20G䓹ܣ��������偠t䓹ܲ����M��偠t䓹��W�⌦����ˇ���U����
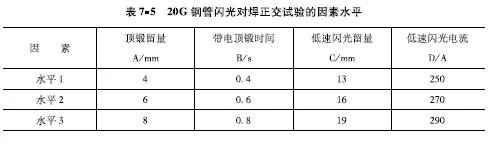
�b���W�⌦�����Ӆ������࣬����P��Ӱ푽��^�|������˲�������ԇ���OӋ�W�⌦����ˇ���Ķ��_��䓹��W�⌦�����ˇ������20G偠t����c���W�⌦�����ˇ���c���xȡ������������呕r�g�������W�������������W������Ă����Ӆ��������P�IӰ����ӣ��OӋ20G䓹��W�⌦��������20G䓹��W�⌦������ԇ������ˮƽҊ��7-5��20G䓹��W�⌦������ԇ��OӋҊ��7-6���������͎���呕r�g���Q�������^Һ�B�����Ƿ��܉���ȫ�ų��ͽ��^����׃�εĴ�С��������̫С�͎���呕r�g̫�̣�Һ�B���ٟo����ȫ�ų�����������̫��͎���呕r�g̫�L�r�����^����׃��̫�����20G�W�⌦������С�呾��x�OӋ��4mm��****�呾��x�OӋ��8mm����̎���呕r�g�O����0.4s�����L����呕r�g�O����0.8s�������W�������Q��������䓹ܽ��^�W������Y�����Ӷ�����s������E�Ƿ�����Ƀ���ͬ�r�Ƿ��_������׃�εĜضȣ�ֱ��Ӱ푽��^�ĺ����|�����W������̫С���t�o���_������Ҫ���W������̫���֕���ɲ��ϵ����M�����aЧ�ʵ͡�ᘌ�20G偠t����c��������W���������ֵ�O����13mm�����ֵ�O����19mm�������W��������O��ֱ�ӿ��ƺ����ڵ����W���A�ε��M�o�ٶȡ����z�y���ĵ����W�����ֵ�����O�����ֵ�r����������ԭ���ٶ��M�o�����z�y���ĵ����W�����ֵ���^�O�����ֵ�r���������M�o�ٶ���u����ֱ����0���������ˣ��M�����C�W��ď��Һͷ�����ᘌ�20G偠t����c��������W������O����250A��270A��290A����ˮƽ��
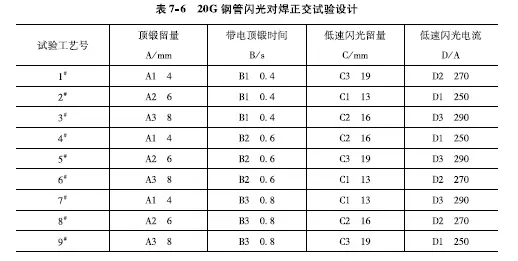
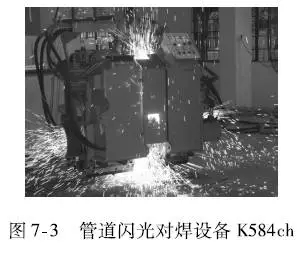
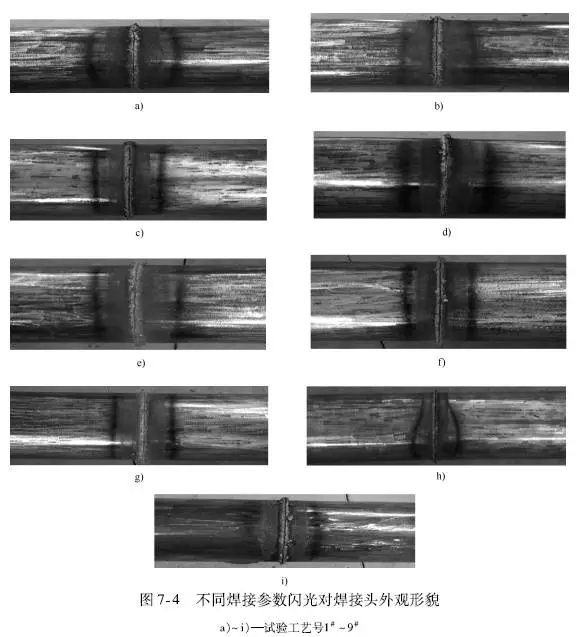
��������ԇ�����OӋ������9�N���Ӆ����M���W�⌦�����ܵ��W�⌦���O��K584ch����D7-3��ʾ����ͬ���Ӆ����W�⌦�����^���^��ò��D7-4��ʾ�����^����ë���𣬟��^�ɷ��������������ۿ����@�^�e��1#��5#��ˇ�Ľ��^���^�ɷ������3#��6#��8#��ˇ�Ľ��^���^�ɷ�����խ���f���W�������@һ���Ӆ��������^�ğ��^�ɷ���Ӱ��^��3#��6#��9#��ˇ��ë������ߣ�1#��7#��ˇ��ë�����^�ͣ��f���������@һ���Ӆ��������^���Ӱ��^��
- ��һƪ��2017������������� 2017/3/5
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23